����㲥���Ӵ�ѧ���Ʊ�ҵ����
���չ㲥���Ӵ�ѧ���Ʊ�ҵ����
��Ŀ�����ɱ�̿����������ϰ�װ��������Ӧ�õ�̽�֡�
ѧУ���ƣ����չ㲥���Ӵ�ѧ�Ϸʷ�У
רҵ���ƣ� 10�����һ�廯���ư�
�������ƣ� ����̿�����������
��װ��������Ӧ�õ�̽��
ѧ�������� �� �� ��
ָ����ʦ�� ���� ��
2012��12��5��
���չ㲥���Ӵ�ѧ�Ϸʷ�У��ҵ��ƣ����ģ�������
��������Ӧ�ð���ָ����ʦ�´������Ҫ��������д��
ѧ�ţ�1034001252072������������ԣ� �༶��10���е������켰�Զ�����ָ����ʦ���� �� ��
һ���������ƣ�
��Ŀ�����ɱ�̿����������ϰ�װ��������Ӧ�õ�̽�֡�
����������Ƶļ���Ҫ�������ݣ���������Ҫ���ݣ���
����Ҫ���������ɿر������������Զ����̶ȡ���Ч��̡����ײ����㷺Ӧ���ڹ�ҵ�Զ���������������PLC�ɿ���������İ�װϵͳ������չ��ǿ���������ɿؾ��ȸߣ�����������װ�����������ɵ���������������ҵ����Ч�ʡ���Ʒ�������ɱ�̿����������ϰ�װ�����������ź������á�
����������ƣ����ģ�����Ҫ��
1���˽�ɱ�̿�����
2���˽�ɱ�̿��������������ϵ�����
�ġ����ȼƻ���Ӧ��ɵĹ�����
��һ�Σ�2012.09.05��20��ѡ�⣬�Ѽ����ϡ�
�ڶ��Σ�2012.09-----11����д��Ҫ���ݺ�����Ҫ��
�����Σ�2012.11.01��10�����ۣ�л�� �� ����һ����ɡ�
���ĽΣ�2012.11.12��28���Ե�һ������ġ�
�塢ͬ����ƣ����ģ�������� �����
������Ҫ�ο����ס����ϣ�
[1]���պ͡��ɱ�̿�����Ӧ�ü��������ʵ����[M]�����ʵ������2006.����
[2]л���٣������ⰲ�¡������ÿɱ�������������Ӧ�á�[M]����������.2006����
[3]³Զ������PLC�������ϵͳӦ����Ƽ�����[M]���ӹ�ҵ�����硣2006����
[4]�����䣬�ߺ��PLC���������Ӧ�á�[M]���ӹ�ҵ������2005.����
�ߡ� ָ����ʦǩ�֣�
ʱ �䣺 �� �� ��
����ժҪ
�ɱ�̿��������ж��ֹ����Լ��ܸߵĿɿ��ԣ���ʹ�����ڹ����б��ܻ�ӭ���ڹ�ҵ�����еõ��˹㷺ʹ�ã���Ϊ�ִ���ҵ�Զ�����֧�������Ĵӿɱ�̿������IJ����ͷ�չ���̣������˿ɱ�̿�����PLC�����ϰ�װ�������ϵ����ü���չ����ϱ����������Ͻ�ѧУ���˽����Ϣ����PLC Ӧ���е���������˷�����ϵͳ������PLC ���Ƚ������ȶ��ɿ�������ȫ��������չ������ά�������ɲ����Ե��ŵ㣬��������PLC�ķ�չǰ����
�ؼ���
�ɱ�̿����� �Զ������� ��װ��ҵ
Ŀ ¼
����ժҪ�������������������������������������������������� 1
1�����ԡ���������������������������������������������������1
2���ɱ�̿������Ĺ����ص����������������������������� 3
2.1ʹ�÷��㣬��̼������������������������� 3
2.2����ǿ�����ܼ۸�ȸߡ����������������������� 3
2.3Ӳ��������ȫ���û�ʹ�÷��㣬��Ӧ��ǿ�������� 3
2.4�ɿ��Ըߣ�����������ǿ���������������������� 4
2.5ϵͳ����ơ���װ�����Թ������١������������� 4
2.6ά������С��ά���㡭�������������������� 4
3���ɱ�̿������ڹ�װ�����������ϵ����������������������� 5
3.1����װ���������ߵļ�������������������������������� 5
3.2���ɱ�̿����������˹����й�װ����⡢�ȹ����������� 5
3.3���ɱ�̿��������Զ���װ���Զ����������������������� 7
3.4���ɱ�̿��������������ϵķ�չ���������������������� 8
4�������������������������������������������������������� 10
5�������������������������������������������������������10
�ɱ�̿����������ϰ�װ��������Ӧ�õ�̽��
רҵ��10����е������켰���Զ�����ѧ�ţ�1034001252072�� �����������
1���� ��
�ɱ�̿�����(Programmable Logic Controller)����ʵ��������̸����PLC��ȫ�ƽпɱ������������Programmable Logic Controller������1969�������������豸��˾�������Ƴ���һ̨�ɱ�̿���������30���������ż���������ķ��ٷ�չ��PLC�ɱ�̿��������ϵ����պ��ںϵ������Ƚ���CPU�������ɱ�̿������ڹ�ҵ�Զ�������㷺��ʹ�ã�Ŀǰ�ѳ�Ϊ����������������������������ϸ��ºͷ�չ��PLC������ԵĹ��ʱ�IECll31��3��IECll31��3ʹ������PLCʹ����ͬ�ĸ��ƽ̨������Ի�����ֲ���Ӷ����彵���Զ�������ϵͳ�ķ��á��������������ֵ�ۡ�����ˮƽ�IJ�����ߣ����Ƕ����ϡ���֭������Ʒ�ȸ������ϲ�Ʒ���������ӣ���ʹ�ø���ҵ�����ϵİ�װ������������˸��ߵ�Ҫ�ɱ�̿�������������Ϊ���Ŀ��������������ž��������á�
2.1���ɱ�̿������Ĺ����ص�
�ɱ�������������������������ص㡣
2.1ʹ�÷��㣬��̼�
���ü���������ͼ����ͼ�������ȱ�����ԣ�����������֪ʶ�����ϵͳ�������ڶ̣��ֳ��������ס����⣬�������ij��ı���Ʒ���������Ӳ����
2.2����ǿ�����ܼ۸�ȸ�
һ̨С��PLC���гɰ���ǧ���ɹ��û�ʹ�õı��Ԫ�����к�ǿ�Ĺ��ܣ�����ʵ�ַdz����ӵĿ��ƹ��ܡ�������ͬ���ܵļ̵���ϵͳ��ȣ����кܸߵ����ܼ۸�ȡ�PLC����ͨ��ͨ��������ʵ�ַ�ɢ���ƣ����й�����
2.3Ӳ��������ȫ���û�ʹ�÷��㣬��Ӧ��ǿ
PLC��Ʒ�Ѿ�������ϵ�л���ģ�黯���䱸��Ʒ����ȫ�ĸ���Ӳ��װ�ù��û�ѡ�ã��û�������ؽ���ϵͳ���ã���ɲ�ͬ���ܡ���ͬ��ģ��ϵͳ��PLC�İ�װ����Ҳ�ܷ��㣬һ���ý��߶��������ⲿ���ߡ�PLC�н�ǿ�Ĵ���������������ֱ������һ��ĵ�ŷ���С�ͽ����Ӵ�����
Ӳ������ȷ������ͨ�����û���������ٵ���Ӧ���������ı仯��
2.4�ɿ��Ըߣ�����������ǿ
��ͳ�ļ̵�������ϵͳʹ���˴������м�̵�����ʱ��̵��������ڴ���Ӵ����������׳��ֹ��ϡ�PLC����������������м�̵�����ʱ��̵�������ʣ�������������йص�����Ӳ��Ԫ�������߿ɼ��ٵ��̵�������ϵͳ��1/10-1/100����Ӵ�������ɵĹ��ϴ�Ϊ���١�
PLC��ȡ��һϵ��Ӳ�������������Ŵ�ʩ�����к�ǿ�Ŀ�����������ƽ������ʱ��ﵽ����Сʱ���ϣ�����ֱ��������ǿ�Ҹ��ŵĹ�ҵ�����ֳ���PLC�ѱ�����û�����Ϊ��ɿ��Ĺ�ҵ�����豸֮һ��
2.5ϵͳ����ơ���װ�����Թ�������
PLC����������ȡ���˼̵�������ϵͳ�д������м�̵�����ʱ��̵�������������������ʹ���ƹ����ơ���װ�����߹����������١�
PLC������ͼ����һ�����˳�������Ʒ�����ơ����ֱ�̷������й��ɣ����������ա����ڸ��ӵĿ���ϵͳ���������ͼ��ʱ��������ͬ���ܵļ̵���ϵͳ��·ͼ��ʱ��Ҫ�ٵöࡣ
PLC���û����������ʵ����ģ����ԣ������ź���С������ģ�⣬ͨ��PLC�ϵķ�������ܿɹ۲�����źŵ�״̬�������ϵͳ�İ�װ�ͽ��ߺ����ֳ���ͳ�������з��ֵ�����һ��ͨ���ij���Ϳ��Խ����ϵͳ�ĵ���ʱ��ȼ̵���ϵͳ�ٵöࡣ
2.6ά������С��ά����
PLC�Ĺ����ʺܵͣ��������Ƶ�����Ϻ���ʾ���ܡ�PLC���ⲿ������װ�ú�ִ�л�����������ʱ�����Ը���PLC�ϵķ�������ܻ������ṩ����ϢѸ�ٵز������ϵ�ԭ���ø���ģ��ķ�������Ѹ�ٵ��ų��ʡ�
3���ɱ�̿������ڹ�װ�����������ϵ�����
3.1����װ���������ߵĽ���
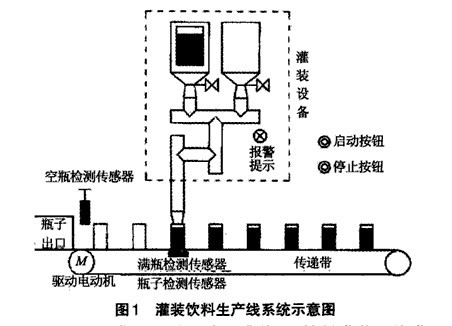
��װ�������������ɵ�������ʹ�������������ŷ����ɵ�ϵͳ����װ����������ϵͳ����ʾ��ͼ����ͼ1��ʾ�����õ������Ƥ��������ƿ���͵���װװ�ÿ��·�����������ƿ�ӵ�����ŷ������й�װ������������Ӧ������װ����ŷ��رգ����ϱ����͵��Ǹ�װ���·�����е�ָǸǣ���ɺ��зּ�����Ʒװ�䡣
���ϵĹ�װ�Dz������Ϲ�װ�������Ϲ�װ������װ������װ�ü�����һ��ʹ���ϵĹ�װ�ȶ�����Ч����ɡ�
3.2���ɱ�̿����������˹����й�װ����⡢�ȹ���
��ƿ�ļ�⡢��ƿ��⡢��װҺλ��⡢��ǩ���ȵȣ�����PLCʵ���Զ��������DZ�Ȼ�ģ������ִ����Ĺ�װ�����ߴ��û�תʽ���ã����DCS��Distributed Control System��ɢ����ϵͳ��Ӧ��ɢ�Ĺ��̿��ƣ��Լ��еļ��ӡ������������ﵽ����ȫ�߹���״��ΪĿ�ģ�ʹ������Ա�����ڰ칫�һ����������ֳ�������ʵʱ��ͨ�����ƹ���ϵͳ�˽�ȫ������������״���������еĸ����ָ�ꡣʵ�ʹ����У���װ�����߿������̴��·�Ϊ��������
������ȿ�ƿ����վ����PLC�ɱ�̿����������Զ�ж�ػ������Զ���ϴ�����ݵ��Կ�ƿ����ǡ���Ʒ�ͳ�վ + ȫ�Զ�װѹ�ǻ���
���ƿ���Ͽ���ڵ���ƿ�Ǽ�����ȫ�Զ�װѹ�ǻ���
������ϻ��������PLC�ɱ�̿���������ȫ�Զ�װѹ�ǻ�����+�棩���ܵ���Һ��������ݵ����������������ī��ӡ������PLC�ɱ�̿����������Զ�װ��������Ʒ�ͳ�վ��
ͨ���塢�桢�磬����������ͼ��ͼ1��ʾ��
ͼ1 ��װ������
��ͼ1�пɿ������ɱ�̿�����PLC�ᴩ�ڹ�װ������ʼ�գ��Ӷ��ﵽ�Զ������ƣ���Ч������Ŀ�ġ�
�ɴ˿ɼ�PLC�ɱ�̿���ϵͳ���Դ����˹���ȷ�����豸���ﵽ���õ�����Ч��������֮���Щ��Ʒ��Ҫ���Ӿ�ȷ�Ŀ��ƣ��˹����������Ѵ�����������������ʱ��ȵȣ��������PLC�ɱ�̿���ϵͳ����ȷ�������ǽ����ļ��ٸ�������Ļ��ѡ������۹������Ͼ���Ҫ�������ܡ�������Ҫ�������ܣ����ܵľ�ȷ�����Ե���Ϊ�ؼ�������Ͷ�ŵ�Ԫ�������ϰ�װ�����ߵ���������Ҫ��ץȡ���ܲ�Ͷ����ƿ�ϣ�����������ܵĹ��ܡ�������������ƿ�ڴ��ʹ��Ϸֲ�ͼ��ͼ2��ʾ��
����ץȡ���������ƿ�ϣ������ϲ���C4�����֣����á�PLC+�˶����Ƶ�Ԫ���Ŀ���ϵͳ����ռ�͵��˽���ɹ���Ӧ���ڲ�����е�ֵĿ����У���ͨ��PLC����˻�е�ֹ켣�滮����������ͨѶ������֤�˻�е�ֵ����ܣ��������Ӿ�ϵͳ����е�ֽ��й�����ץȡ��ŵ�����ƿ�ϡ����ڻ�е�ֵĸ�����Լ������ԣ�һ�������Ͼ�����̨��е�ֵ�����Ͷ�ŵ�Ԫ����ģʽ�Ա�֤�������̵������������������������ߵ����ԡ�


ͼ2���ܼ�ƿװ����ͼ
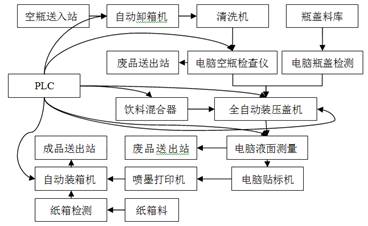
ͨ���������̣��ɼ�PLC�ɱ�̿��������ǻ���һ�����������ģ���Ҫ���̼�Ϊͼ3��ʾ��
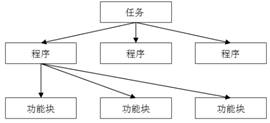
ͼ3 PLC�ɱ�̿���������ṹ
��ͼ3�ɿ�����PLC�ɿر�������Ǹ���ÿһ�����ܿ飬�����Ӧ�ij���ȥ�����Ӧ������ʵ�ֶ������ܿ��Ʋ��ԣ�ʵ�����ܻ���������
3.3�ɱ�̿��������Զ���װ���Զ�����
�������д������߲�������FX ϵ��PLC ��Ϊ�豸���Զ�����ϵͳ�������̲�Ĺ��̣�ƿװ�̲��������Ϊ�̲�����������ƿ���������֣������������ڲ�ͬ��ˮ�߽��еģ������̲����������Ǻ��Ͳ裬Ȼ���Ʒ����и���������֮��ˮ��װ������ƿ�У��豸�У����Ǻ��Ͳ��õ��ĸ����ܽ��������������������õ���UHT ������������ͬʱ��������ƿ�����죬����ƿ��ԭ����PET ��֬���������飬�ڻ������ߣ���ƿ�Ȳ�������������Ƴɵ�����ƿ���������������װ�䣬������װ�����ǵȹ�������ʱ�����̲���¶Ȼ��ܸߣ���Լ86- 89 ���϶ȣ������Ի�Ҫ������ƿ��������ȴ������������ȴ����ȴ������̲��پ����ױ�������̱���������������Ҫ�豸������ѹ����380V����ѹ�������£�ͨ������������ĵ�ѹ��10KV�������ѹ����������������ѹ����������ѹ����10KV �ĵ�ѹ���400V��������������������FX2N ϵ����С�ͻ������ٶ��������ܵ�PLC ��Ʒ�������˱��ص�����ʽִ�и�����ȫ�油����ͨ�Ź������ʺϲ�ͬ�ĵ�Դ�Լ����㵥����Ҫ�Ĵ��������ģ�������Ƶ���Ϊ16 ��256 ��(����Ԫ��16/32/48/64/80/128 ��)��ϵͳ���üȹ̶����������ڻ�����Ԫ�����ӵ�Ԫ����չ���ɽ���16��256 �����������������ڻ�����Ԫ����չ��Ԫ�Ͽɷֱ�������չģ�黹������FXon ϵ����չģ����˾�����������Ҫ��Ĵ��������ģ���⣬6 ������Fx2n����Ԫ�е�ÿһ����Ԫ�����䵽256 ��I/O���ܽ��и������㣻����ָ��Ϊ��0.08us��Ӧ��ָ��Ϊ1.52 ������us������8K ������RAM �Ĵ�����3072 �㸨���̵�����256 ���ʱ����235 ���������8000 �����ݼĴ�����ʹ�ñ��ͺ�ʵʱʱ�ӣ������˹��̿��ƣ���ȫ���������ģ��ʹ����ͨ�Ÿ����ף�ʹ��32 λ�����������������������Ǽ���ָ�����ѧ����������FX2N ϵ��PLC ���ص��ǣ����߿ɿ��ԣ�ƽ����������ʱ��Ϊ50000h������Ӧ��ǿ�����ڸ��ֶ��ӵĹ�ҵ�������������У�����������������Դ�����ı�̷�����
ʹ�ñ�Ƶ�����Ƶ��Զ�����ϵͳ����Ƶ�������õ����뵼��������ͨ�����ý���Ƶ��Դ�任Ϊ��һƵ�ʵĵ��ܿ���װ������Ƶ���ⲿ���ӵ��ٿɷ�Ϊģ�������ٺͶ���ٵ�����ģ�������ٿ��õ�ѹDC0~10V �����DC4~20mA���������������ó���0~10V ģ���ѹ��Ϊ�����������п������٣�����ٲ����ⲿ������ӽ��������ٵ����������ٷֱ�����Ϊ15Hz�p30Hz�p45Hz����ģ��������ʱ��ͨ������W1�pW2 �ķ�ѹ������KA1 �պ�ʱ��Ƶ���������У�KA2 �պ�ʱΪ�������У���KA1�pKA2 ���Ͽ�ʱ����Ƶ��Ϊ�������ͨ����̣�PLC���ݲ���̨�������źţ�ѡ����Ʒ�ʽ��ģ�������ٻ����ٵ�������Ƶ���Ķ���ٵ��ٱ�ģ���������нϸ����ȼ������ݹ���Ҫ��װ��ǰ������ʹ��ֳ����ɶ��������Ͼ��й�紫����̽��ƿ���ٶ���PLC ����ƿ�������������ʹ����ٶ�����Ƶ���ĵ��ٷ�ʽΪ���֣������Թ�װ��������Ƶ����ģ���ź�DC 0- 10V������������ת��Ϊ����DC0~10V���پ�����λ����ѹ��Ϊ��Ƶ���ĸ����źţ��Կ��Ƶ�������������������ʹ����װ�����ٶȺܺ�ƥ���������ö���ٿ��ƶ��ӣ�ͨ��PLC ��̣���PLC���������ź��Կ����ٶ���PLC ���ݹ�װ������̨�������ź����ж�ʹ�������ٶȿ��Ʒ�ʽ���ָ���ƿ�����ѡ��ߵ�������ģ���źſ���ʱ��ͨ�������̵�������ϣ�����ѹ���Ʊ�Ƶ������ٶ����ڶ����ʱͨ��PLC ������ֱ���ڸ�����Ƶ�������Ƶ���Դﵽ������ʹ����ٶ�ƥ�估���װ�����ٶ�ƥ������ģ����Ʒ�ʽ�����У���λ����ѹ�ȵĵ����Ǹ��ؼ����������ٶȿ��Ʒ�ʽ�£��ֱ��������Ƶ���Ķ���ٶ�Ƶ�ʼ���λ���ķ�ѹ�ȣ����������ʹ��ٶ����װ���ٶȺܺõ�ƥ�䣬�����ȶ��ɿ���
PLC�Զ�����ϵͳ�����Զ�����������һ������һ����������������ʹ�õ�ƿ�Ӻ�ƿ�������࣬���Բ���ר�ô���װ�ã��Ȱ�ȫ�ɿ��������ݣ��ֽ����˹��˵��Ͷ�ǿ�ȣ��Ӷ�������������Ч����ϵͳ��PLC���ŷ�������������ŷ����������ϵͳ��Ƥ�����ͻ����Լ����ܵ�ϵͳ������������̣���ʵ�ʹ���ʱ�����ʹ��Ϲ̶����������зŹ���������һ�లװ���죬һ�లװ�������ֹ����������Զ�����װ�ù������̼������£����������빤��ʱ����翪�ط����źţ����ʹ����������������Ҳ�ǰ�����������������ӽ����ٿ���ʱ�����ʹ������е�һ��������������翪��ʱ���������͵�λ�����ʹ���ȫͣ�������������Ҳ�ȡ��ʱ���������ӹ�翪���Ͼ�������翪��ͬʱ�����źţ����ʹ����������˻���������翪��ʱ�������еڶ���������������翪��ʱ����ȫͣ������˷�����������������Сʱ������һ���Դ�����������ʱ��Ӧ��˫����������ť����˫��λ������ϵͳ�У���������뿪����Ϊ29 �㣬���������Ϊ11 �������ǵ������Ժ�ϵͳά�ķ����ԣ�ѡ������ʽPLC�����ڱ�ϵͳ�Ŀ�����˳����ƣ���ѡ���ձ����˾������FX1N һ64MR ��PLC �����ƽ�Ϊ�������㣬����32 �����룬32 ����������ڴ��ʹ���ʵ�ʹ���ʱ���䴫���ٶ��ر�ߣ����ת�ٴﵽ3000r/min�����Ա��뿼�ǵ������豸��������Ա�İ�ȫ�����ȣ��ڻ�е���棬��ȡ��һϵ�еĴ�ʩ���ڴ��ʹ����������˷��������Է�������Ա������ͬʱ���ڻ����������࣬����װ�˵��ɼ���������Σ����ڿ�������������ͣ��ť�⣬���ڻ��ܵ�4 ���ǰ�װ�˼�ͣ��ť���Ա㷢�������ʱ����ͣ�����ڱ�д����ʱ��ͨ��������������豸���������жϣ�ʹ�������Ӧ�ļ�ָͣ�������⣬Ϊ��ȫ������Ӻ��ߺ�Ҫ���ŷ������������ת���������JOG ����(ֻ�е��������������ת)����������JOG����������ת�������ζ�ŵ����������״̬���ã�������֮��Ľ���Ҳ�����õ���
3.4���ɱ�̿��������������ϵķ�չ����
����˵���ù�װ������˵������������⡢��װ����ڡ��ϸǡ��ϱꡢ��װ�����ﵽ�Զ������˹���Ҫ����ֻ�м���豸�����Ƿ����������ڵ������������ϵ�PLCֻ�ǵ�����⣬�����װ��PLCֻ�Ǽ���ƿ�Ƿ��������ڻ�����Ƿ��ڣ���Щ������Ⲣ���dz�����Ƶġ�����PLC�豸����������Ҫ�˹�ȥ�豸�Ͻ��в��������縴λ�������ȵȣ����������ܹ���һ̨������ԣ����ƶ��PLC�豸���������е��κ�һ���������⣬���Ƕ����õ�����ȥ�豸���ϲ�����ֻҪ���������������Զ�̿��ƽ��и�λ�����ȹ����������������Ǽ������������˷��ڼ���豸�ϣ�����豸���ֻ�е�Թ�����ȥά�ޣ����������δ����չ�ķ��ɱ�̿������ij�����ơ�
�����˵���ɱ�̿�������װ�������ߵ���������Ϊ����ҵ�ṩ�����������ȶ��ɿ��Ĺ�װ�����ߣ������˷��٣��ڴ��ģ�����н�Լ�ɱ��������������̽��б�̿��ƣ�����Ч�ʸߣ��������̶Ի�����ȾС�ȵȡ���ˣ�Ϊ��Ӧ21�����¼����IJ�ҵ���������ۺͿ��������ܵĹ�װ���������ڱ��С�����Ԥ�ԣ���װ���������켼���ؽ���������������Ƴ�Ϊ21����Ѹ���ռ��ĸ��¼��� ��
4��������
�ɿر�����㷺Ӧ���ڹ�ҵ���������Ѿ�Խ��Խ�ܻ�ӭ������PLC�ɿ���������İ�װϵͳ��ʵ�����������ɿؾ��ȸߣ�����ϵͳ����ơ���װ�����Ժ�ά���㣬������������Ч�ʡ���Ʒ����������չ��ǿ������������װ����ӡˢ�������ɵ�������֮���ɱ�̿��������ִ������ܻ������ٻ�Ҫ���µ����ϰ�װ�������ž��������á�
5���
�ӽ���ſ�ʼ���Ϸʵ�����ʦ�ǾͶ����ǵı�ҵ�����ע�˺ܶ����Ѫ����ҵ��Ƶ�˳������벻�������������Ĺػ����ڴ˶����DZ�ʾ��ϵĸ�л������Ҫ��л�ҵı�ҵ��Ƶ�ʦ�����Ҹ����ڣ���һ��ʼ����ʦ�Ͻ�����ѧ���ḻ��ѧʶ�Ͷ��Ҳ����˺ܴ��Ӱ�졣
ҵ��Ƶ���ɣ�ҲԤʾ���ҵ������йؼ��Ķ���뼴������һ����š���˻��ᣬ��Ҫ�м��ҵĸ�ĸ������������������������ˣ���л���н̹��ҵ���ʦ������ʦ�����Ǵ������ұ����֪ʶ�����˵���������л�����е����ѣ����Ǹ�����Ī��İ��������Ҷȹ������������ʱ�⡣
�� �� �� ��
[1]���պ͡��ɱ�̿�����Ӧ�ü��������ʵ����[M]�����ʵ������2006.����
[2]л���٣������ⰲ�¡������ÿɱ�������������Ӧ�á�[M]����������.2006����
[3]³Զ������PLC�������ϵͳӦ����Ƽ�����[M]���ӹ�ҵ�����硣2006����
[4]�����䣬�ߺ��PLC���������Ӧ�á�[M]���ӹ�ҵ������2005.����


